Con la 1º Evaluación ya terminada, pasaremos ha realizar un resumen bastante "compacto" de lo que ha sido mi trabajo en el taller (al cual salimos más de lo esperedado) durante esta, 1º Evaluación.
Mi trabajo en sí, junto al de Francisco Javier (Puebla), trataba de organizar a nuestro grupo y a la vez trabajar todos con el fin de realizar el mayor número posible de producción de "piezas pequeñas" del SUPER 7.
Aquí vemos elementos de medición y marcaje y la chapa la cual mayoritariamente necesitabamos.
Y aquí, tenemos piezas ya terminadas por nuestro grupo.
Uno de nuestros compañeros realizando corte en la chapa anteriormente y espacios ya cortados finalizados.
Pasados unos días y con el grupo ya en funcionamiento, Puebla y yo, decidimos dejar al resto de componentes del grupo con las piezas y empezar a aprender a soldar.
Posteriormente, alternamos con el resto de compañeros días de soldadura.
A la llegada de la cizalla, con otros 3 compañeros, realizamos la bancada de esta.
Tras la llegada del BMW, deje a Puebla más con el grupo y yo, tras la "petición" de Pablo, me puse manos a la obra a la hora de dirigir (de cierta manera) a los dos grupos que estaban en el coche, ya que los dos trabajando a la vez, hubiesen sido un caos...
Así que, 1º nos pusimos manos a la obra con el motor, y el otro grupo realizó labores en el habitaculo hasta que no fue posible que siguiesen por motivos de seguridad.Posteriormente, con el otro grupo, extraímos piezas como puente,escape y sistema trasero de freno.
La elasticidad es aquella propiedad de un material por la cual este al sufrir deformaciones causadas por un esfuerzo este vuelve a su origen. Algunas sustancias, como los gases poseen únicamente elasticidad volumétrica, pero los sólidos pueden poseer, además, elasticidad en su forma. Un cuerpo perfectamente elástico es uno que recobra completamente su forma y sus dimensiones originales al terminar el esfuerzo.
No se conocen materiales que sean perfectamente elásticos a través del rango de esfuerzos completo hasta la ruptura, aunque algunos materiales como el acero, parecen ser elásticos en un considerable rango de esfuerzos. Algunos materiales, como el hierro fundido y ciertos metales no ferrosos, son imperfectamente elásticos.
(Acero elástico) (Hierro fundido)
Para medir la resistencia elástica, se han utilizado varios criterios a saber: el límite elástico, el límite proporcional y la resistencia a la cedencia. El límite elástico se define como el mayor esfuerzo que un material es capaz de desarrollar sin que ocurra la deformación permanente al retirar el esfuerzo. El límite proporcional se define cómo el mayor esfuerzo que un material es capaz de desarrollar sin desviarse de la proporcionalidad rectilínea entre el esfuerzo y la deformación; se ha observado que la mayoría de los materiales exhiben esta relación lineal entre el esfuerzo y la deformación dentro del rango elástico.
La plasticidades la propiedad mecánica de un materialnatural, artificial... o de otro tipo, dedeformarsepermanente e irreversible cuando este, se encuentra sometido a tensionespor encima de su límite elástico.En los metales, la plasticidad se explica en términos de desplazamientos irreversibles.En los materiales elásticos, en particular en muchos metales dúctiles, un esfuerzo uniaxial de tracción pequeño lleva aparejado un comportamiento elástico. Eso significa que pequeños incrementos en la tensión de tracción comporta pequeños incrementos en la deformación, si la carga se vuelve cero de nuevo el cuerpo recupera exactamente su forma original, es decir, se tiene una deformación completamente reversible. Sin embargo, se ha comprobado experimentalmente que existe un límite, llamado límite elástico, tal que si cierta función homogénea de las tensiones supera dicho límite entonces al desaparecer la carga quedan deformaciones remanentes y el cuerpo no vuelve exactamente a su forma. Es decir, aparecen deformaciones no-reversibles
El ensayo de tracción o ensayo a la tensión de un material consiste en someter a una probeta normalizada a un esfuerzo axial de tracción creciente hasta que se produce la rotura de la probeta. Este ensayo mide la resistencia de un material a una fuerza estática o aplicada lentamente. Las velocidades de deformación en un ensayo de tensión suelen ser muy pequeñas.
Dureza
La dureza es la oposición que ofrecen los materiales a alteraciones como la penetración, el rayado, la cortadura, las deformaciones permanentes... También puede definirse como la cantidad de energía que absorbe un material ante un esfuerzo antes de romperse o deformarse.
Por ejemplo: la madera puede rayarse con facilidad, esto significa que no tiene mucha dureza, mientras que el vidrio es mucho más difícil de rayar.
En metalurgia esta, se mide con un durómetro. Dependiendo del tipo de punta empleada y del rango de cargas aplicadas adecuadas para distintos rangos de dureza.
Las escalas de uso industrial actuales son las siguientes:
Dureza Brinell: Emplea como punta una bola de acero templado o carburo de wolframio. Para materiales duros, es poco exacta pero fácil de aplicar. Poco precisa con chapas de menos de 6 mm de espesor. Estima resistencia a tracción.
Dureza Knoop: Mide la dureza en valores de escala absolutas, y se valoran con la profundidad de señales grabadas sobre un mineral mediante un utensilio con una punta de diamante al que se le ejerce una fuerza estándar.
`
Dureza Rockwell: Se utiliza como punta un cono de diamante. Es la más extendida, ya que la dureza se obtiene por medición directa y es apto para todo tipo de materiales. Se suele considerar un ensayo no destructivo por el pequeño tamaño de la huella.
Rockwell superficial: Existe una variante del ensayo, llamada Rockwell superficial, para la caracterización de piezas muy delgadas, como cuchillas de afeitar o capas de materiales que han recibido algún tratamiento de endurecimiento superficial.
Dureza Rosiwal: Mide en escalas absoluta de durezas, se expresa como la resistencia a la abrasión medias en pruebas de laboratorio y tomando como base el corindón con un valor de 1000.
Dureza Shore: Emplea un escleroscopio. Se deja caer un indentador en la superficie del material y se ve el rebote. Es adimensional, pero consta de varias escalas. A mayor rebote -> mayor dureza. Aplicable para control de calidad superficial. Es un método elástico, no de penetración como los otros.
Dureza Vickers: Emplea como penetrador un diamante con forma de pirámide cuadrangular. Para materiales blandos, los valores Vickers coinciden con los de la escala Brinell. Mejora del ensayo Brinell para efectuar ensayos de dureza con chapas de hasta 2 mm de espesor.
Dureza Webster: Emplea máquinas manuales en la medición, siendo apto para piezas de difícil manejo como perfiles largos extruidos. El valor obtenido se suele convertir a valores Rockwell.
Fragilidad
La fragilidad es la cualidad de los objetos y materiales de romperse con facilidad. Por el contrario, los materiales tenaces se rompen tras sufrir deformaciones, generalmente plásticas. La fragilidad es lo contrario de la tenacidad y tiene la peculiaridad de absorber relativamente poca energía, a diferencia de la rotura dúctil.
Ejemplos típicos de materiales frágiles son los vidrios comunes, algunos minerales cristalinos, los materiales cerámicos entre otros. Es importante mencionar que el tipo de rotura que ofrece un material (frágil o dúctil) depende de la temperatura. Así mientras algunos materiales como los plásticos suelen dar lugar a roturas dúctiles a temperatura ambiente, por debajo de su temperatura de transición vítrea dan lugar a roturas frágiles.
Resistencia
La resistencia de un elemento se define como su capacidad para resistir esfuerzos y fuerzas aplicadas sin romperse, adquirir deformaciones permanentes o deteriorarse de algún modo.
Un modelo de resistencia de materiales establece una relación entre las fuerzasaplicadas, también llamadas cargas o acciones, y losesfuerzosy desplazamientos inducidos por ellas. Generalmente las simplificaciones geométricas y las restricciones impuestas sobre el modo de aplicación de las cargas hacen que el campo de deformaciones y tensiones sean sencillos de calcular.
Para el diseño mecánico de elementos con geometrías complicadas la resistencia de materiales suele ser insuficiente y es necesario usar técnicas basadas en la teoría de la elasticidad o la mecánica de sólidos deformables más generales.
Maleabilidad y ductilidad.
La maleabilidad es la propiedad de un material blando de adquirir una deformación acuosa mediante una descompresión sin romperse.
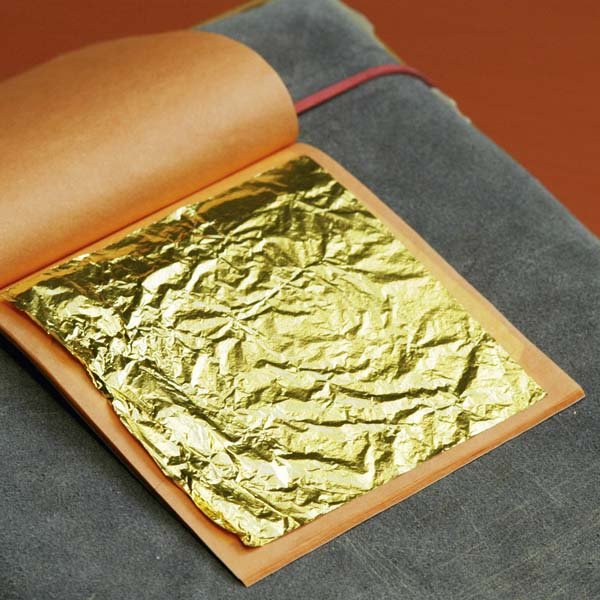
A diferencia de la ductilidad, que permite la obtención de hilos, la maleabilidad favorece la obtención de delgadas láminas de material.
El elemento conocido más maleable es el oro, que se puede malear hasta láminas de una diezmilésima de milímetro de espesor. También presentan esta característica otros metales como el platino, la plata, el cobre, el hierro y el aluminio.
Resiliencia
La resiliencia de un material es la energía de deformación que puede ser recuperada por un cuerpo deformado cuando cesa el esfuerzo que causa la deformación. La resiliencia es igual al trabajo externo realizado para deformar un material hasta su límite elástico. Es decir, la capacidad de memoria de un material para recuperarse de una deformación, producto de un esfuerzo externo.
El ensayo de resiliencia se realiza mediante el Péndulo de Charpy.
Fatiga
La fatiga de material consiste en el desgaste y posterior ruptura de un objeto construido por el ser humano. La fatiga de material, tiene que ver más que nada, con objetos, los cuales, soportan carga. Puede tratarse de cualquier objeto el cual soporta peso.
Los primeros casos de fatiga de material, que llamaron la atención, fueron las ruedas de las locomotoras, ya que al aumentar el proceso productivo, de las industrias, su carga era mucho mayor, a lo que acostumbraran transportar.
Conductividad Eléctrica
La conductividad eléctrica es la medida de la capacidad de un material que deja pasar la corriente eléctrica, su aptitud para dejar circular libremente las cargas eléctricas. La conductividad depende de la estructura atómica y molecular del material, los metales son buenos conductores porque tienen una estructura con muchos electrones con vínculos débiles y esto permite su movimiento por el contrario la madera o el plástico, son malos conductores debido a que no tienen un gran número de estos. La conductividad también depende de otros factores físicos del propio material y de la temperatura. Según la teoría de bandas de energía en sólidos cristalinos, son materiales conductores aquellos en los que las bandas de valencia y conducción se superponen, formándose una nube de electrones libres causante de la corriente al someter al material a un campo eléctrico. Estos medios conductores se denominan conductores eléctricos.
Conductividad Térmica
La conductividad térmica es una propiedad física de los materiales que mide la capacidad de conducción de calor. En otras palabras la conductividad térmica es también la capacidad de una sustancia de transferir la energía cinética de sus moléculas a otras moléculas adyacentes o a sustancias con las que no está en contacto.
La conductividad térmica es una magnitud intensiva. Su magnitud inversa es la resistividad térmica, que es la capacidad de los materiales para oponerse al paso del calor.
Cuanto mayor sea su conductividad térmica, un material será mejor conductor del calor. Cuanto menor sea, el material será más aislante.
En esta entrada, os vamos a contar los distintos procesos fabriles con los que nos vamos a encontrar en la actualidad.
Empezemos!! ;) : -CALDERERÍA: La calderería es la disciplina en la construcción de estructuras metálicas para diversos usos, como son el almacenamiento y transporte de materias primas , estructuras para la construcción de edificaciones o para el ámbito naval.
Entre los instrumentos que se utilizan para esta disciplina encuentras soldadoras, sopletes, prensas, cizallas, remachadoras y máquinas de rodillos.
La calderería, se usa para múltiples acciones en nuestro entorno, casos significativos de estos dado su importancia son construcciones como el puente colgante de Vizcaya, La Torre Eiffel...
-CONFORMADO EN FRÍO: El conformado en frío, también denominado "el método de fabricación universal", es empleado a nivel mundial para fabricar los productos más diversos. Clavos, tornillos, tubos de cobre, botellas de aluminio... También la mayoría de los objetos metálicos de uso doméstico se producen mediante este método: bisagras, elementos de listones y utensilios de cocina.
El concepto del conformado en frío comprende todos los métodos de fabricación que permiten deformar (a temperatura ambiente y ejerciendo una presión elevada) metales o aleaciones de estos tales como cobre, aluminio... pero sin modificar el volumen, el peso o las propiedades esenciales del material. Durante el conformado en frío la materia prima recibe su nueva forma mediante un proceso que consta de diferentes etapas de deformación. De tal manera se evita que se exceda la capacidad de deformación del material y por lo tanto su rotura.
-ESTAMPACIÓN:
La estampación es un tipo de proceso de fabricación mediante el que un metal sufre una carga de compresión entre dos moldes. La carga puede ser una presión aplicada progresivamente o una percusión, para lo cual se utilizan prensas y martinetes. Los moldes, son estampas o matrices de acero, una de ellas deslizante a través de una guía y la otra fija.
Si la temperatura del material a deformar es Mayor a la temperatura de recristalización, se denomina Estampación en Caliente, y si es menor se denomina estampación en frío.
-EXTRUSIÓN:
La extrusión es un proceso utilizado para crear objetos con sección transversal definida y fija. El material se empuja o se extrae a través de un troquel de una sección transversal deseada.
Las dos ventajas principales de este proceso por encima de procesos manufacturados son la habilidad para crear secciones transversales muy complejas y el trabajo con materiales que son quebradizos, porque el material solamente encuentra fuerzas de compresión y de cizallamiento. También las piezas finales se forman con una terminación superficial excelente.
La extrusión puede ser continua (produciendo teóricamente de forma indefinida materiales largos) o semicontinua (produciendo muchas partes). El proceso de extrusión puede hacerse con el material caliente o frío.
Por si no os ha quedado claro, aquí os dejo un pequeño vídeo, en Alemán para los ¿¿¿ERASMUS??? y con subtítulos en Castellano. http://youtu.be/5lluI4mj6zA -FORJADO:
El forjado, es un proceso de conformado por deformación plástica que puede realizarse en caliente o en frío y en el que la deformación del material se produce por la aplicación de fuerzas de compresión.
Este proceso de fabricación se utiliza para dar una forma y unas propiedades determinadas a los metales y aleaciones a los que se aplica mediante grandes presiones. La deformación se puede realizar de dos formas diferentes: por presión, de forma continua utilizando prensas, o por impacto, de modo intermitente utilizando martillos pilones.
Hay que destacar que es un proceso de conformado de metales en el que no se produce arranque de viruta, con lo que se produce un importante ahorro de material respecto a otros procesos, como por ejemplo el mecanizado.
Los principales tipos de forja que existen son:
-Forja libre:
-Forja con estampa:
-Recalcado:
-Forjado isotérmico:
-FUNDICIÓN:
Se denomina fundición al proceso de fabricación de piezas, consistente en fundir un material e introducirlo en una cavidad, llamada molde, donde se solidifica.
El proceso más común es la fundición en arena, por ser ésta un material refractario muy abundante en la naturaleza y que, mezclada con arcilla, adquiere cohesión y moldeabilidad sin perder la permeabilidad que posibilita evacuar los gases del molde al tiempo que se vierte el metal fundido.
La fundición en arena consiste en colar un metal fundido, típicamente aleaciones de hierro, acero, bronce, latón y otros, en un molde de arena, dejarlo solidificar y posteriormente romper el molde para extraer la pieza fundida.
-INYECCIÓN:
El moldeo por inyección es un proceso semi-continuo que consiste en inyectar un metal en estado fundido en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
El moldeo por inyección es una técnica muy popular para la fabricación de artículos muy diferentes. En los Estados Unidos, el principal proceso de transformación de plástico es el moldeo por inyección, seguido del de extrusión. Un ejemplo de productos fabricados por esta técnica son los famosos LEGO y Playmobil.
-LAMINADO:
El laminado es un proceso de deformación volumétrica en el que se reduce el espesor inicial del material mediante las fuerzas de compresión que ejercen dos rodillos sobre la pieza. Los rodillos giran en sentidos opuestos para que fluya el material entre ellos, ejerciendo fuerzas de compresión y de cizallamiento, originadas por el rozamiento que se produce entre sí.
Los procesos de laminado se realizan, en su gran mayoría, en caliente por la gran deformación ejercida sobre el material trabajado. Además, los materiales laminados en caliente tienen propiedades isotrópicas y carecen de tensiones residuales. Los principales inconvenientes que presenta el laminado en caliente son que el producto no puede mantenerse dentro de tolerancias adecuadas, y que la superficie de la pieza queda cubierta por una capa de óxido característica.
-MECANIZADO CON ARRANQUE DE VIRUTA:
En el mecanizado con arranque de viruta, el material es arrancado o cortado con una herramienta dando lugar a una viruta. La herramienta consta, generalmente, de uno o varios filos o cuchillas que separan la viruta de la pieza en cada pasada. En el mecanizado por arranque de viruta se dan procesos de desbaste y de acabado. Sin embargo, tiene una limitación física: no se puede eliminar todo el material que se quiera porque llega un momento en que el esfuerzo para apretar la herramienta contra la pieza es tan liviano que la herramienta no penetra y no se llega a extraer viruta.
Hay dos tipos de mecanizado:
- Mecanizado manual:
Es el realizado por una persona con herramientas exclusivamente manuales: sierra, lima, cincel, en estos casos el trabajador, realiza la tarea utilizando su destreza y fuerza.
- Mecanizado con máquina-herramienta:
El mecanizado se hace mediante una máquina herramienta, manual, semiautomática o automática, pero el esfuerzo de mecanizado es realizado por un equipo mecánico, con los motores y mecanismos necesarios.
-SINTERIZADO: El sinterizado, es el el tratamiento térmico de un compactado metálico o cerámico a una temperatura inferior a la de fusión de su mezcla, para incrementar la fuerza y la resistencia de la pieza creando enlaces fuertes entre las partículas. Es decir comprimiendo un polvo metálico con una elevada presión conseguimos unir las partículas posteriormente, se hornean para así conseguir una mayor resistencia.
-TRATAMIENTOS TÉRMICOS: Se conoce como "tratamiento térmico" al conjunto de operaciones de calentamiento y enfriamiento, bajo condiciones controladas de temperatura, tiempo de permanencia, velocidad... de los metales o las aleaciones en estado sólido, con el fin de mejorar sus propiedades tales como la dureza, la resistencia y la elasticidad. Los materiales a los que se aplica el tratamiento térmico son principalmente el acero y la fundición. Aquí, os dejo un pequeño vídeo, que explica perfectamente un tratamiento térmico en el acero, (parece un video de la dos!, ya sabéis, los 80,90...) :P -TREFILADO: El proceso de trefilado consiste en una operación de conformación en frío consistente en la reducción de sección de un alambre pasando este por un orificio cónico mediante una herramienta llamada hilera o dado. Los materiales más empleados para su conformación mediante trefilado son el acero, el cobre, el aluminio y los latones, aunque puede aplicarse a cualquier metal o aleacióndúctil.
Es decir, consiste en introducir y estirar un alambre o varilla de una dimensión superior a la del espacio por el cual queremos que este pase. Con esto, conseguimos que el material se "estire" dando lugar a una pieza, más larga y menos ancha que la original.